技术大PK:当SLS遇上CLIP,谁更胜一筹?
日前,吸金神话Carbon又获8100万美元C轮风投,继红杉资本、欧特克、Google后,此番投来橄榄枝的包括GE、宝马、索尼等金主,再一次赚足了媒体眼球。
继Carbon在2014年推出连续液面制造技术CLIP后,就有用户和设备商开始在SLS和这种新型技术之间权衡。日前有专业人士从技术和性能表现的方面对比了SLS和CLIP技术,给大家做一个参考。
技术原理
选择性激光烧结(SLS)
和其他快速成型工艺相比,其最大的独特性就是能够直接制作金属制品。选择性激光烧结加工过程是采用铺粉棍将一层粉末材料平铺在已成型零件的上表面,并加热至恰好低于该粉末烧结点的某一温度,控制系统控制激光束按照该层的截面轮廓在粉末上扫描,使粉末的温度升至熔化点,进行烧结,并与下面已成型的部分实现粘结。当一层截面烧结完成后,工作台下降一个层的厚度,铺料辊又在上面铺上一层均匀密实的粉末,进行新一层截面的烧结,直至完成整个模型。在成型过程中,未经烧结的粉末对模型的空腔和悬臂部分起着支撑作用,不必像SLA工艺那样另行生成支撑工艺结构。SLS使用的激光器是二氧化碳激光器,使用的原料有蜡、聚碳酸酯、尼龙、纤细尼龙、合成尼龙、金属,以及一些发展中的材料等。 当实体构建完成并在原型部分充分冷却后,粉末快速上升至初始位置,将其取出,放置在后处理工作台上,用刷子刷去表面粉末,露出加工件,其余残留的粉末可用压缩空气去除。

EOS Formiga P110
连续液面制造(CLIP)
连续液面生产的根本原理并不复杂——底部的紫外光投影让光敏树脂固化,而氧抑制固化,水槽底部的液态树脂由于接触氧气而保持稳定的液态区域,这样就保证了固化的连续性。(底部特殊窗口“Dead Zone”可以透光同时透过氧气)
这项技术最重要的两个优势,一个是打印速度快到了颠覆性程度——比传统的 3D 打印机要快25-100倍,理论上有提高到1000倍的潜力。
另外一个是分层理论上可以无限细腻:传统3D打印需要把3D模型切成很多层,类似于叠加幻灯片,这个原理就决定了粗糙无法消除,而连续液面生产模式在底部投影的光图像可以做到连续变化,相当于从叠加幻灯片进化成了叠加视频,虽然毫无疑问这个视频帧数也不是无限大,但是对比幻灯片的进步是巨大的。

Carbon M1
精度对比
对于SLS技术来说,精度体现在层厚,而CLIP技术则体现在像素精度。
SLS 3D打印设备的精度(层厚)一般在50-150µm之间,水平分辨率则很大程度上依设计而定,通常在200-300µm之间。
而Carbon的M1 3D打印机,像素大小为75µm。 CLIP技术可以制作出无分层的部件,其精度已到达微观层面。
切片厚度:SLS聚酰胺材料3D打印部件默认厚度为100-150微米。CLIP树脂材料则为100微米。
性能表现
分别用白色尼龙PA12(SLS技术)和硬聚氨基甲酸酯(CLIP技术)做了拉伸对比测试,结果发现SLS技术在水平分层方向更容易生成对象,而CLIP技术3D打印的部件则表现出同向性,即各个方向的性能(如强度和机械性能)表现大致相同。这也说明了材料的重要性,Carbon的硬聚氨基甲酸酯材料可以与大多数用途兼容。


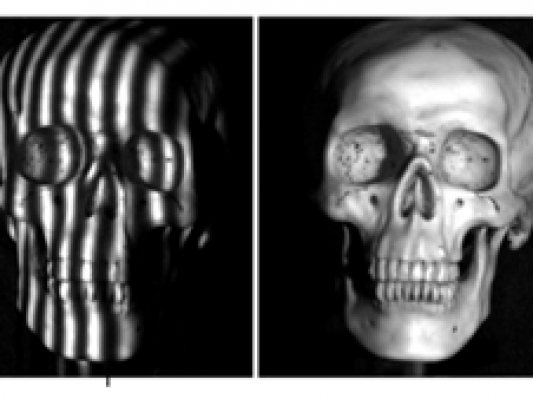
表面质量
除开材料选择带来的影响,我们发现烧结粉末的部件表面总是会越显粗糙。这也是由于烧结时粉末未能完全熔化的结果。

SLA技术 3D打印部件表面

CLIP技术 3D打印部件表面
支撑结构
CLIP技术通常需要设置可容易去除的支撑结构,特别是部件结构复杂时。

SLS不需要支撑结构,粉末材料本身形成自我支撑。这种技术在打印复杂部件时有更大的设计自由度。
后处理
SLS部件需要经过打磨、抛光、平滑、染色、喷绘、涂层等后处理工序,而CLIP部件只需要进行打磨(包括去支撑)、抛光两个后处理工序。(Tips:利用CLIP技术可以自定义成型树脂的颜色)
食品接触安全性/化学相容性
SLS的白色塑料具有化学相容性。由于激光烧结过程符合欧盟塑料指令,也就是说塑料3D打印对象与一般类型的食品(酒精除外)是可安全接触的。
而CLIP树脂的食品接触安全性/化学相容性还在检验当中。
成本
SLS成本较高,一般作为工业应用。但使用材料的成本——尼龙又相当便宜,可一次产出大量部件。
CLIP树脂价格为$99-$399/800mL,这种材料在抗冲击、耐高温方面表现优异。(编译自Sculpteo)
SLS | CLIP | |
材料 | 聚酰胺(尼龙),聚苯乙烯,热塑性聚氨酯(TPU),金属 | 光敏树脂、聚氨酯等 |
部件质量 | 高 | 高 |
层厚 | 0.05-0.01 mm | 0.001-0.01mm (MI软件的切片厚度) |
最小壁厚 | 1 mm | 0.5 mm |
表面质量 | 略粗糙,可打磨抛光 | 光滑,甚至光洁 |
颜色(后处理前) | 白、灰、黑 | 黑色、琥珀色、彩色 |
支撑结构 | 无需支撑 | 通常需要支撑 |
性能 | 强韧 | RPU材料(韧、耐磨、硬度高)CE材料(耐高温、高强度、高硬度) |
失败风险 | 逐渐变形导致的断裂 | 几乎无变形断裂 |
耐磨性 | 优 | 更优 |
后处理 | 打磨、抛光、平滑、染色、喷绘、涂层 | 抛光、去支撑 |
食品接触 | 可 | 测试中 |
化学相容性 | 高度相容 | 测试中 |
成本 | 设备高价,材料廉价 | 设备约4万美元/年,树脂价格为$99-$399/800mL |
此文为《3D打印世界》原创,欢迎转载,并请注明来源(转载自《3D打印世界》)
《3D打印世界》——中国3D打印行业第一本专业月刊(点击可在线阅读)
搜索官方微信账号:“3D打印世界”,新鲜、有料、深度3D打印资讯,尽在3D打印世界!